TP309S/het Roestvrije staal Heldere Ontharde Buis 6,35 van 310S ASTM A213 * 0.71mm
Helder onthard de ruwheidsra van de buis binnenoppervlakte taxeert en hun eigen netheid is uiterst eisend, zodat kunnen de deeltjes tijdens vervoer voorkomen en de accumulatie van vloeibaar behoud is effectief in bedwang gehouden. Bovendien moeten de chemische samenstelling van de pijp en de grondstof dimensionale tolerantie strikt worden gecontroleerd om de lasbaarheid van staal en de lassenkwaliteit in de lassendampen te verzekeren, die het voorkomen kunnen verminderen van deeltje generatie en het verbeteren van de corrosieweerstand van gelaste delen, en zachtheid.
De heldere ontharde roestvrij staal gelaste pijp wordt wijd gebruikt in het maken van militaire producten, halfgeleider, biologische geneeskunde, precisieinstrumenten en meters, hydraulische delen en veel andere industrieproducten.
Het heldere ontharden is een onthardend die proces in een vacuüm wordt uitgevoerd of een gecontroleerde atmosfeer die inerte gassen (zoals waterstof) bevatten. Deze gecontroleerde atmosfeer vermindert de oppervlakteoxydatie tot een minimum dat in een helderdere oppervlakte en een veel dunnere oxydelaag resulteert. Het inleggen is niet nodig na het heldere ontharden aangezien de oxydatie minimaal is. Aangezien er geen het inleggen zijn, is de oppervlakte veel meer vlot wat in betere weerstand tegen het kuiltjes maken in corrosie resulteert.
De heldere onthardende controle van de buisproductie:
- Het uitsmelten van grondstoffen moet goede controle, het niveau hebben dat wordt vereist om het betere niveau van microstructuurtijden te ontmoeten.
- Het koude rollen volumecontrole en redelijk binnen de organisatie om tekorten te vermijden.
- Vormcontrole, om de binnen en buitenoppervlakteruwheid R te verzekeren een ≤ 0.3μm.
- Heldere onthardende controle om redelijke mechanische eigenschappen en oppervlaktehelderheid te verzekeren, en pas het mechanische oppoetsen (MP) te elimineren, om de zachtheid van de binnenoppervlakte onder microscopische staat te verzekeren, om transmissie vloeibare residu's te vermijden.
- Het schoonmaken van de controleoppervlakten de producten moeten zou hebben leverde betere netheid en netheid, met metaalkleuren, geen olieadhesie, oxydeadhesie.
- Het enige de preventiein zakken doen van het hoedenverlies, algemene vlecht of houten verpakking.
Het materiaal van de roestvrij staal ronde bar is van Jiuli en Baosteel China, vanaf het begin controleren wij de kwaliteit. Wij poetsten drie keer op om ervoor te zorgen de oppervlakte perfecte helder en vlot, en zonder enige deficiëntie in kwaliteit is.
Het Heldere Onthardende Buissysteem kan of geplaatste standalone of overeenkomstig het materiaal van de oppervlaktevermindering zijn om een totaal in-line proces tot stand te brengen. Het innovatieve ontwerp staat voor gemakkelijke omschakeling van product aan product toe, en elk systeem is uitgerust met automatische vermogenssturing en de controle van de precisietemperatuur door receptenparameters.
- Ontworpen voor gemak van verrichting en onderhoud
- De automatische snelheidssensor controleert macht evenredig aan lijnsnelheid
- Receptenopslag en herwinning
- Het geïntegreerde temperatuur ontdekken
- De hoge gidsen van de slijtage ceramische buis
- Geïntegreerd pompend systeem
- Omschakelaars in vaste toestand, die in zowel middelgrote als hoge frequenties werken
Het heldere ontharden (BEDELAARS) verwijst naar roestvrij staalmateriaal wordt verwarmd in gesloten oven in het verminderen van atmosfeer inerte gassen, gemeenschappelijk Waterstofgas, na snel het ontharden, het snelle koelen, heeft het roestvrije staal een beschermende laag op de buitenoppervlakte, geen denk in openluchtmilieu na, kan zich deze laag corrosie tegen aanval verzetten. In het algemeen, is de materiële oppervlakte meer vlot en helderder.
Heldere Onthardende Buis
De buis wordt verwerkt in het heldere ontharden eindigt, in dit proces, zijn sommige factoren belangrijk voor kwaliteitsbuis, als het heldere onthardende proces niet juist is, dat in barst, dan zal resulteren corrosie kunnen.
Vóór het Heldere Ontharden
De oppervlakte van de buis moet, geen andere buitenlandse kwestie schoon zijn, kan om het even welke kwestie verlaten op de buizenstelseloppervlakte schade tijdens het proces veroorzaken.
Opgenomen Gas
De onthardende atmosfeer zou van Zuurstof vrij moeten zijn, isolerend materiaal, creërend een vacuümvoorwaarde. Het opgenomen gas, de gemeenschappelijke droge waterstof of het argon, kunnen helder resultaat verkrijgen.
Onthardende Temperatuur
De onthardende temperatuur zou afhankelijk van verschillende roestvrije rangen moeten worden opgemerkt, is het algemeen Austenitic staal die temperatuur ontharden minstens 1040 graad, doorweekt tijd is niet belangrijk. op hoge temperatuur moet worden vereist om helderdere verschijning te hebben. Het verwarmen wordt zo snel mogelijk gedaan, langzame hitteresultaten in oxydatie.
Sommige Ferritic roestvrije stalen vereisen lagere onthardende temperatuur, zoals TP439, kunnen zijn effectief geen heldere onthard, Water zal het doven schaalvorming veroorzaken.
Specificaties
- Gelast: A249, A269, A789, EN10217-7
- Naadloos: A213, A269, A789
- Rang: 304, 304L, 316, 316L, 321, 2205
- Het eindigen: Het heldere ontharden
Met maat:
- Uit diameter: 3 mm – 50,8 mm;
- Muurdikte: 0,3 mm – 3 mm
- Vormen: ronde, U-bocht, het rollen
Roestvrij staalbuis het Heldere Onthardende Merken & Verpakking
- Het merken volgens MPS en Norm
- De Einden van roestvrij staalbuizen met Kappen volgens Portugal
- In Zeewaardige Houten Gevallen met Plastic Document bescherm
- In Triplex beschermen de Gevallen met Plastic Document (adviseer, Alle Triplexgevallen die door ons met lagere kosten worden gemaakt.)
- Het staal rekt Pakket
- Hexagonale verpakking in Bundels
Heldere Onthardende Technologie van 316 de Dunne Buis van het Muurroestvrije staal
1) Verwijdering die van het werk een bevredigende metallographic regeling verharden te verkrijgen
Wanneer de prestatie-eisen niet samen worden gebruikt, is het verzoek om de metallographic regeling na het lichte ontharden verschillend, en de technologie van de lichte thermische behandeling is ook verschillend.
300 reeks austenitic roestvrij staal zoals de 316 typische de thermische behandelingstechnologie van de roestvrij staalbuis is oplossingsbehandeling. Tijdens het het verwarmen procédé, worden de carbide opgelost in austenite en aan 1050-1,150°C. voor een korte tijd verwarmd zodat alle carbide in austenite worden opgelost en dan aan onderstaande 350°C. snel gekoeld. Om een oververzadigde stevige oplossings unidirectionele austenitic regelingen te verkrijgen. De sleutel tot deze thermische behandelingstechniek is het snelle koelen, die het het koelen tarief vereist om 55 °C/s te bereiken en snel door het carbide over te gaan opnieuw smelt temperatuurstreek (550-850 ° C). Isolatietijd proberen korte, anders ruwe korrels te zijn, die de verschijning van afwerking beïnvloeden.
400 reeks ferritic roestvrij staal zoals de 410 roestvrij staalbuis het verwarmen temperatuur is vrij laag (ongeveer 900 ℃), en meer gebruik van het langzame koelen om onthardende zacht wordende regelingen te verkrijgen. Martensitic gebruikte roestvrij staal onthardende methode, maar ook de keus van sub-dooft en het aanmaken van methode van behandeling.
Van bovengenoemd kunnen wij zien dat 300 reeksen en 400 reeksen roestvrij staal in het thermische behandelingssysteem zeer variëren, gekwalificeerde metallographic regelingen verkrijgen, het om lichte materiaal van de onthardingsoven koelsectie heeft verzoeken het grote conditioneren. Daarom wordt de moderne belangrijke lichte onthardingsoven, de koelsectie gewoonlijk gebruikt in de selectie van het sterke convectie koelen, opstelling drie koelsecties, lucht alleen stroom kunnen regelen. Langs de breedte van de strook is verdeeld in drie secties, door de breedte van de de afleidingsactie conditionerende strook van de luchtstroom van het het koelen tarief, de thermische behandeling van de controlebordroestvrij staal koudgewalste strook. Een andere cruciale vraag is dat de gehele strook om in breedte wordt vereist worden geschikt en de lengte eenvormig is. Demp lichte onthardingsovenselectie van op grote schaal dempen van buiten buis, dempen buis de uniforme regeling van verwarmde luchtspiraal rond, zodat strook het eenvormige verwarmen. Maar om ervoor te zorgen dat de strook langs de lengte van de uniforme regeling, wij de strook in de onveranderde ovensnelheid moeten aanhangen. Daarom before and after de moderne verticale lichte thermische behandeling kan de oven met een fijne aanpassing van het de aanpassingsmateriaal van de rolspanning worden uitgerust. Niet alleen maakt het de de invoer en de uitvoersnelheid van staalstrook tevreden met het verzoek van thermische behandelingssnelheid, wordt het niet beïnvloed door de lege reeks of volledige reeks van looper, en de spanning van strook zou moeten fijn volgens de voorwaarde van de strookvorm van strookstaal worden duidelijk gemaakt en worden aangepast, vragen.
2) Verkrijg de verschijning van niet oxydatief licht
Het heldere ontharden, is de H2-onderhoudsatmosfeer op de strookthermische behandeling. Om het verzoek van de BEDELAARSraad te bereiken, is het noodzakelijk de atmosfeer van het ovenonderhoud zeer strikt om te controleren, om oxydatie proberen te vermijden. Hoe handhaaft H2 de oxydatie van de atmosfeer?
De belangrijkste legeringscomponenten van roestvrij staal zijn etc. Fe, Cr, Ni, Mn, Ti, Si. In de onthardende temperatuurwaaier, zijn de oxydatie van Fe en Ni niet de primaire vraag. Nochtans, zijn de oxydatieintervallen van Cr, Mn, Si en Ti enkel binnen de het verwarmen temperatuurwaaier. Het is de oxydatie van deze het legeren elementen die de duidelijke helderheid van de strook beïnvloeden. In het bijzonder, zal de oxydatie van de verschijning van de chromiumstrook van chromium, de corrosieweerstand van roestvrij staal verminderen. Wanneer Cr-de inhoud 17% ~ 18% is en Ti-de inhoud 0,5% is, is het noodzakelijk om het dauwpunt van H2 onder -60 ℃ te verminderen om de oxydatie van Cr en Ti in de het verwarmen waaier van 800 ℃ ~ 1150 ℃ te vermijden.
Bovendien hoe te om de zuiverheid van het gas in de oven te handhaven is ook twijfelachtig. In dit verband, demp verbinding is goed, en niet zal aanvallen zoals elektrische het verwarmen ovenverontreiniging van de onderhoudsatmosfeer, die een meer zuiver milieuruimte verstrekken. Bovendien worden de verticale ingangen van de ovenstrook en de uitgangen gevestigd bij de bodem van de oven, is de ovendruk stabiel, zo vergelijkbaar geweest met de horizontale oven, het risico van lucht die veel kleiner binnengaan. Maar de heldere onthardingsoveninvoer en de uitvoer van verzegelde vakjes, de sectie van de strooklevering, spannings conditionerend rol en de rolvakje van de dakgids moeten zouden worden gewaarborgd om de delen per miljoen (p.p.m.-rang) van het het verzegelen verzoek te bereiken, zodat de zuurstof, waterdamp niet het onderhoud van gas kan ingaan kan niet ontsnappen.
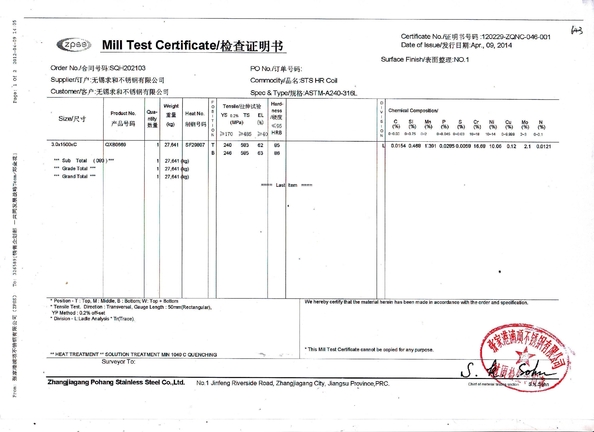
Wij hebben precisiemateriaal volgens de norm en PMI-test te testen wordt vereist om het materiaal vóór levering te controleren die.


 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten! Dutch
Dutch